


为了展现数控等离子切割机-激光切管机多种规格供您选择产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:数控等离子切割机-激光切管机多种规格供您选择的图文介绍

数控等离子切割机与激光切割机的比较
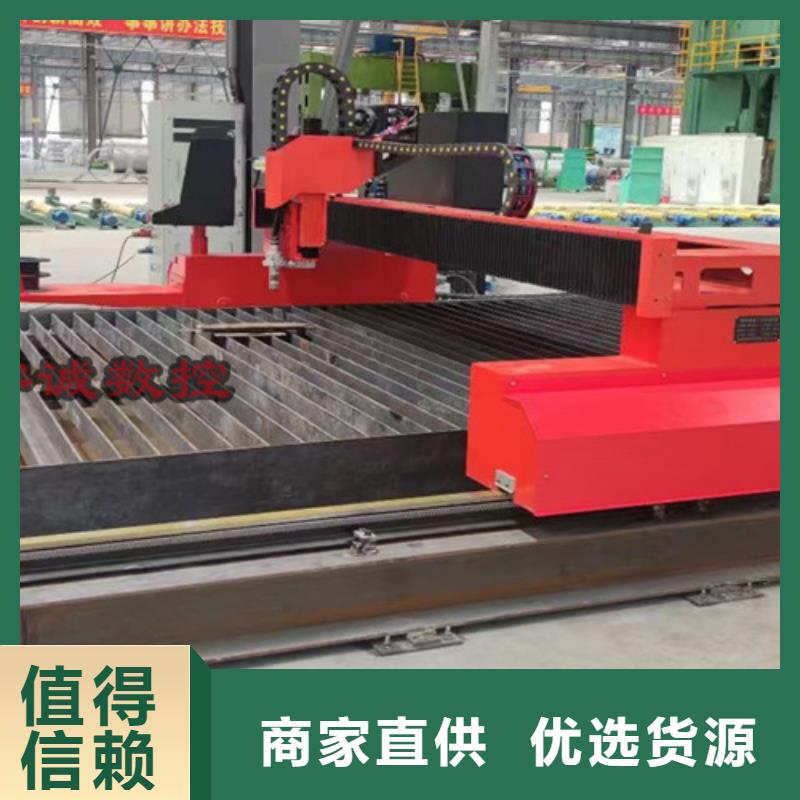
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
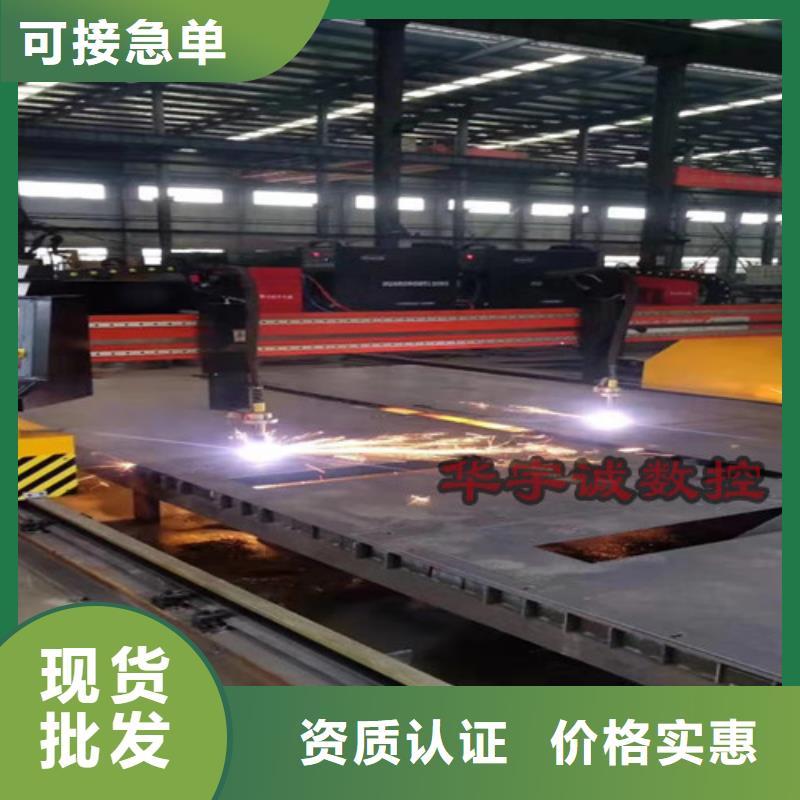
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
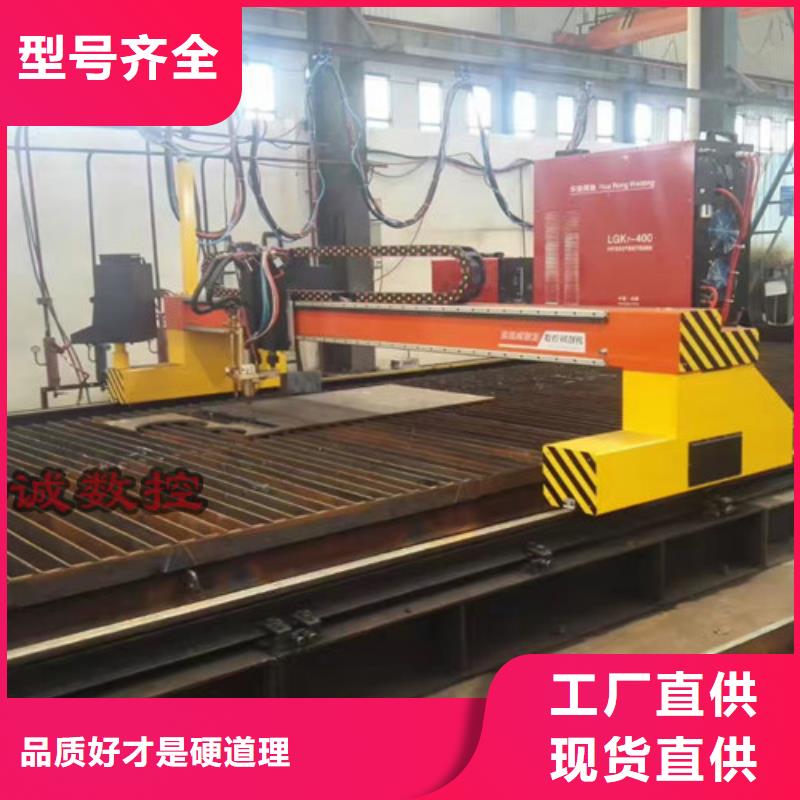
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!


数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。



四川华宇诚数控科技有限公司是国内一家集生产、研发、销售于一体的现代化企业。公司以“求实、求新、求是、求真”为企业精神,以“诚信、品质、服务”为发展理念,不断开拓创新。企业不断引进和更新先进的生产设备,先进的生产技术、的生产检验设备、专业化的人才、严格按照国际质量管理体系生产、确保产品的专业化品质。主要产品有:(四川) 本地 1500w光纤激光切割机。高素质的人才、先进的经营管理是我们雄起之根本;的管理决定的质量,的质量才能确保的企业。企业在生产经营上以严格的科学管理体系、规范的经营理念,保证产品与服务的质量都能达到的标准,为广大客户提供满意而无后顾之忧的产品。




